

Siły adhezji mechanicznej odpowiadają za 75% siły przyczepności powłoki lakierniczej do podłoża. Ich wykorzystanie zależy w dużej mierze od przygotowania powierzchni.
Przygotowanie powierzchni można podzielić na trzy etapy:
W niniejszym artykule omówimy najważniejsze aspekty wykonania poszczególnych prac nad przygotowanie powierzchni w zależności od typu podłoża na jakim pracujemy.
Zaczynamy od dokładnego umycia elementu przeznaczonego do prac lakierniczych. Sole i inne zanieczyszczenia usuwamy czystą wodą lub wodą z dodatkiem detergentów ułatwiających czyszczenie. Korzystając z czyszczących środków chemicznych warto pamiętać, że ich pozostałości powinny zostać bardzo dokładnie spłukane. Dokładne umycie to również oczyszczenie powierzchni z zanieczyszczeń jak piasek czy drobne kamienie, które mogą powodować głębokie uszkodzenia po przystąpieniu do prac szlifierskich. Mycie możemy wykonać w tradycyjny sposób, jednak myjka ciśnieniowa zdecydowanie ułatwi pracę. Wykorzystując myjkę wysokociśnieniową możemy już na tym etapie prac usunąć z powierzchni luźno związane, odpadające fragmenty podłoża lub uszkodzone, stare powłoki lakiernicze.
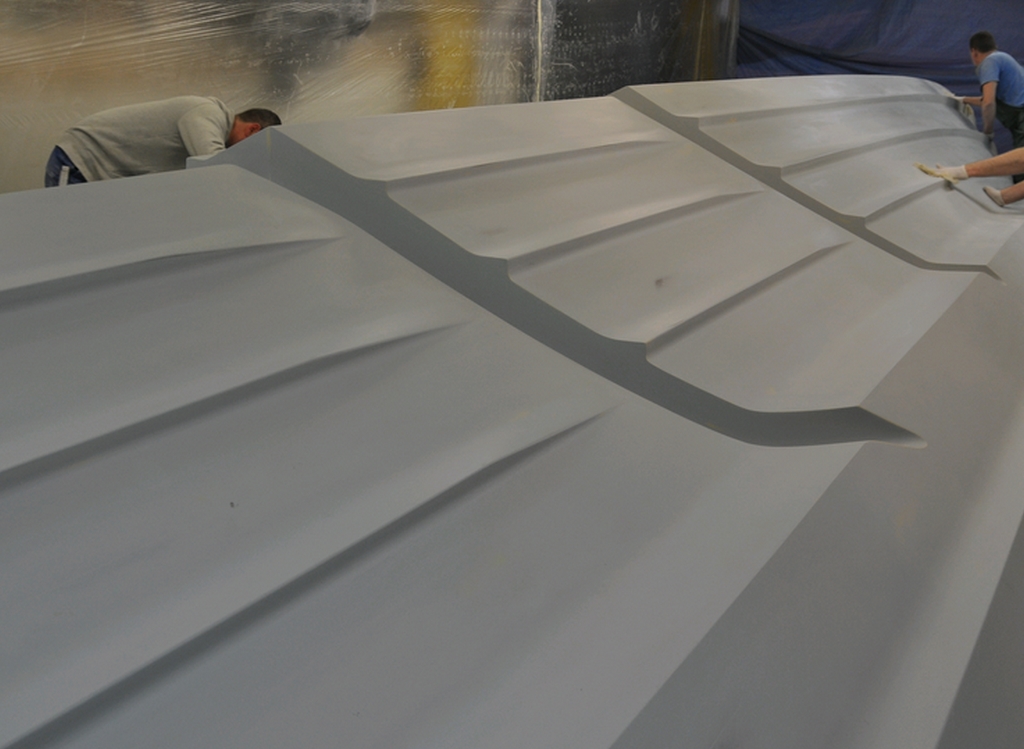
Szlifowanie powierzchni to element renowacyjnych prac lakierniczych występujący na każdym etapie prac. W pierwszej kolejności szlifowanie ma na celu usunięcie z powierzchni  luźno związanych, odpadających fragmentów podłoża, usunięcia korozji z elementów stalowych czy zeszlifowanie uszkodzonych wcześniejszych powłok lakierniczych. Całkowite usunięcie wcześniejszych powłok przeciwporostowych jest niezbędne jeżeli planujemy wykonanie zabezpieczenia antyosmotycznego podkładem epoksydowym Lightprimer 5:1 lub antyosmotycznym HS 3:2. Usuwanie antifoulingów z powierzchni zawsze należy wykonywać metoda szlifowania na mokro lub używając do tego specjalnych preparatów.
luźno związanych, odpadających fragmentów podłoża, usunięcia korozji z elementów stalowych czy zeszlifowanie uszkodzonych wcześniejszych powłok lakierniczych. Całkowite usunięcie wcześniejszych powłok przeciwporostowych jest niezbędne jeżeli planujemy wykonanie zabezpieczenia antyosmotycznego podkładem epoksydowym Lightprimer 5:1 lub antyosmotycznym HS 3:2. Usuwanie antifoulingów z powierzchni zawsze należy wykonywać metoda szlifowania na mokro lub używając do tego specjalnych preparatów.
Pierwsze prace szlifierskie wykonywane podczas przygotowania powierzchni nazywamy szlifowaniem wstępnym lub zgrubnym. Wykonujemy je niskimi gradacjami papierów ściernych. Ten etap prac odpowiada za prawidłowe oczyszczenie i podstawowe wyrównanie powierzchni. Ze względu na silne działanie, należy zachować szczególną ostrożność podczas jego wykonywania. Działając zbyt agresywnie możemy doprowadzić do poważnych uszkodzeń powierzchni. Zniwelowanie uszkodzeń w wyniku nie starannego jego wykończenia może być bardzo czasochłonne.
Najważniejszą kwestią jest prawidłowy wybór gradacji papieru ściernego. Niestety nie ma jednej zasady, określającej od jakiej gradacji rozpoczynamy szlifowanie. Podstawową kwestią jest określenie rodzaju i twardości podłoża oraz głębokości uszkodzeń. Większe uszkodzenia oraz twardsze podłoże wymagają użycia niższych gradacji papierów ściernych. Kolejnym ważnym aspektem jest prawidłowa zmiana gradacji papieru ściernego. Podczas zmiany papieru na większą gradację, zwiększamy ją podwajając jej wartość, np. P60 x 2 = P120 następnie P120 x 2 = P240, itd.
Alternatywnym rozwiązaniem dla prac szlifierskich jest metoda piaskowania. Ta metoda sprawdza się najbardziej na powierzchniach stalowych. Stosowana jest również podczas oczyszczania powierzchni z pęcherzy oraz ognisk osmozy na laminatach. Piaskowanie pozwala usunąć stare powłoki lakiernicze oraz żelkot, ale przed wszystkim w bardzo skuteczny sposób oczyszcza powierzchnię stali z korozji. Usuniecie ognisk korozji z powierzchni stalowej jest warunkiem trwałego zabezpieczenia antykorozyjnego.
Również popularnym sposobem na usunięcie starych powłok lakierniczych jest wykorzystanie preparatów chemicznych. Warto pamiętać, ze preparaty chemiczne nie zastąpią prac szlifierskich.
Podstawą sprawnego i szybkiego wykonania prac szlifierskich jest zastosowanie odpowiednich narzędzi i materiałów (papierów) szlifierskich.
Najczęściej używane narzędzia podczas wszystkich prac szlifierskich:
 Odpowiedniej jakości papier ścierny jest również bardzo ważnym elementem szlifowania. Papier ścierny decyduje o:
Odpowiedniej jakości papier ścierny jest również bardzo ważnym elementem szlifowania. Papier ścierny decyduje o:
Aby w pełni wykorzystać właściwości papieru ściernego należy pamiętać o kilku zasadach:
Przygotowanie do prac lakierniczych jest ostatnim elementem przygotowania powierzchni. Ten etap prac składa się z :
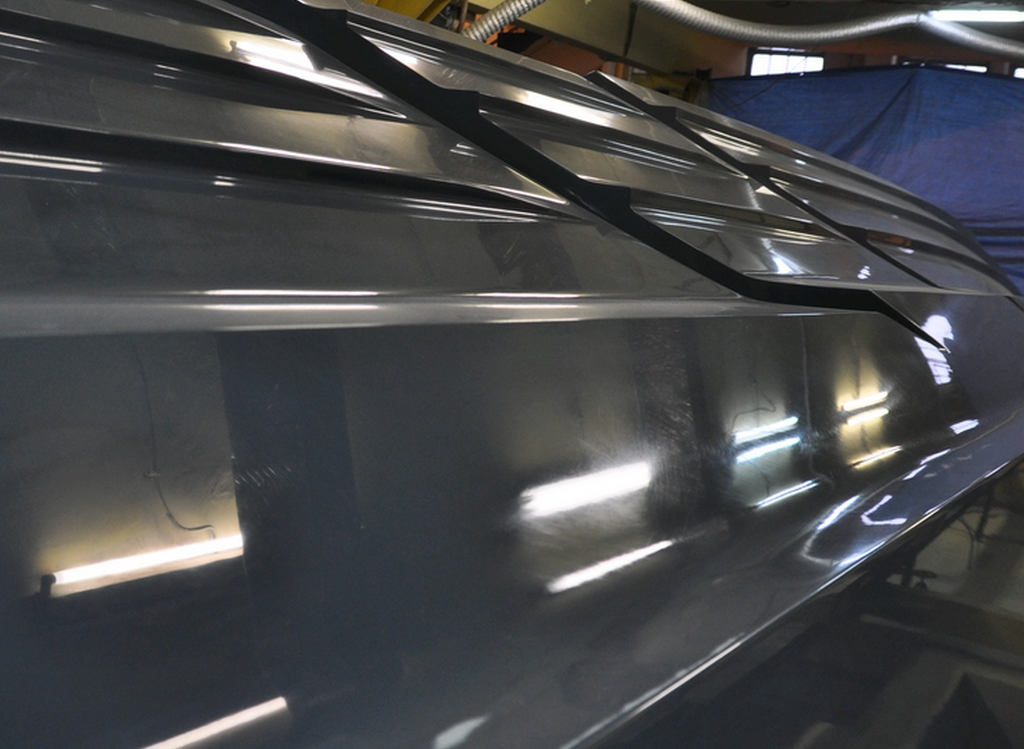
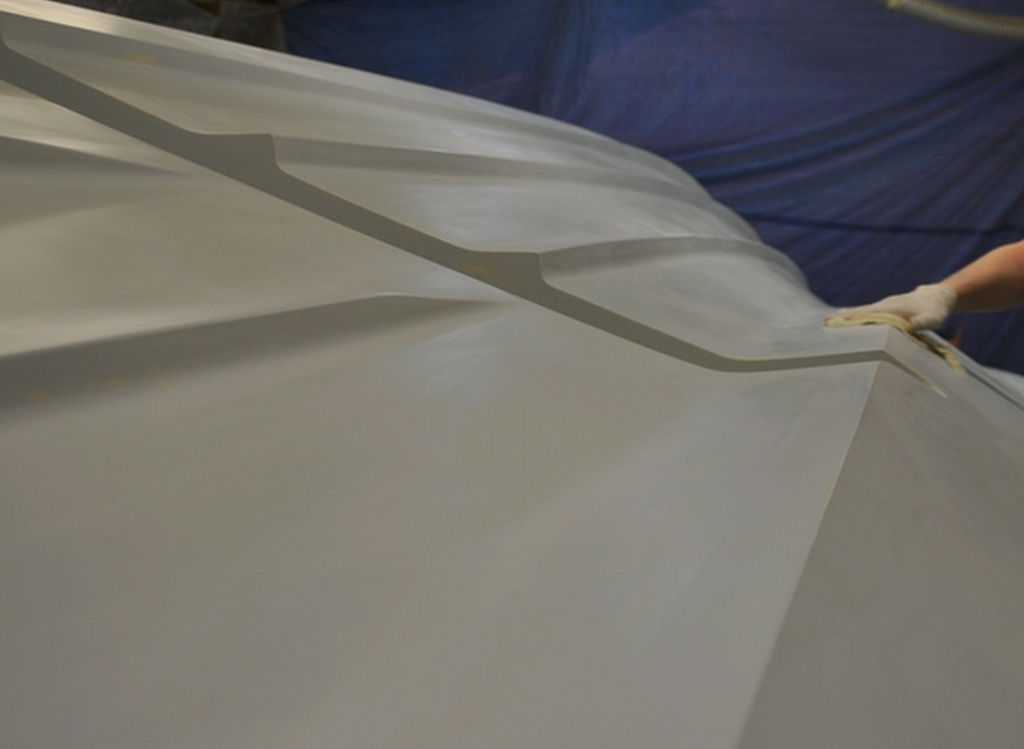 Po upewnieniu się że powierzchnia jest czysta i sucha, możemy przystąpić do wykonywania prac lakierniczy, remontowych.
Po upewnieniu się że powierzchnia jest czysta i sucha, możemy przystąpić do wykonywania prac lakierniczy, remontowych.
Powyższe zasady dotyczą nie tylko przygotowanie powierzchni do aplikacji pierwszych szpachlówek czy podkładów. Każdy produkt, niezależnie czy będzie to nawierzchniowa farba poliuretanowa, antifouling czy system polerski wymaga odpowiedniego przygotowania powierzchni. Informacje na ten temat znajda Państwo w kartach TDS poszczególnych produktów oraz na stronach internetowych : sea-line.eu lub www.jachtowe.com.pl

Pełen artykuł przeczytają państwo również w czerwcowym numerze Jacht-Market.
PRZYGOTOWANIE POWIERZCHNI – OCZYSZCZENIE | ||
| Sole i inne zanieczyszczenia zmyć czystą wodą pod wysokim ciśnieniem. | ||
PRZYGOTOWANIE POWIERZCHNI – SZLIFOWANIE | ||
| Szlifowanie zgrubne (dobór gradacji papieru ściernego do typu powierzchni) | KOLEJNA WARSTWA | |
LAMINAT |
|
|
STAL / ŻELAZO |
LUB
|
|
ALUMINIUM |
UWAGA ! Aplikację podkładu należy rozpocząć najszybciej jak to możliwe. Zaleca się rozpoczęcie prac przed upływem 8 godzin od szlifowania |
|
STAL OCYNKOWANA (galwanizowana) |
UWAGA ! Aplikację podkładu należy rozpocząć najszybciej jak to możliwe. Zaleca się rozpoczęcie prac przed upływem 8 godzin od szlifowania |
|
STAL NIERDZEWNA |
LUB
UWAGA ! Aplikację podkładu należy rozpocząć najszybciej jak to możliwe. Zaleca się rozpoczęcie prac przed upływem 8 godzin od szlifowania |
|
DREWNO SUROWE |
|
LUB
|
DREWNO LAKIEROWANE |
UWAGA ! Należy usunąć z powierzchni wszystkie luźne fragmenty łuszczącej się powłoki lakierniczej |
LUB
|
POWIERZCHNIE LAKIEROWANE |
|
|
PRZYGOTOWANIE POWIERZCHNI DO PRAC LAKIERNICZYCH | ||
| Powierzchnię odpylić i dokładnie odtłuścić za pomocą CLEANER Sea-Line? . | ||
| Odczekać do wyschnięcia powierzchni przed rozpoczęciem aplikacji. | ||

Dobre Praktyki Lakiernika – przygotowanie powierzchni do malowania Poprawne przygotowanie powierzchni jest kluczem do osiągnięcia zachwycającego efektu, jaki oferują profesjonalne farby nawierzchniowe używane w branży jachtowej. Zebraliśmy informacje na temat najlepszych praktyk przygotowania powierzchni do malowania, opracowane przez doświadczonych aplikatorów, lakierników oraz najlepsze stocznie w Polsce i na świecie. 12 Kroków na Idealne Przygotowanie Powierzchni […]


Samopolerujaca farba antyporostowa Farba antyporostowa Sea-Line jest łatwa w aplikacji, dostosowana na wody słone i słodkie, przeznaczona do stosowania na kadłubach stalowych, drewnianych i z laminatu. Charakteryzuje się szybkim czasem schnięcia. Nie należy używać do aluminium. Sposób aplikacji: Ręcznie: pędzel wałek Natrysk: natrysk bezpowietrzny Rozcieńczanie W przypadku konieczności rozcieńczenia farby przeciwporostowej zaleca się maksymalne rozcieńczenie […]

EPOXY PRIMER SPRAY (2K) to 2-składnikowy podkład epoksydowy o wielofunkcyjnym zastosowaniu. Oferowany w aerozolu (technologia Spray Max), umożliwia dokonanie profesjonalnej aplikacji natryskowej bez posiadania kompresora i pistoletu lakierniczego. INSTRUKCJA APLIKACJI: Bardzo dokładnie mieszaj produkt przez 2 minuty. Podczas mieszania z opakowania musi wydobywać się dźwięk poruszającej się kulki, umożliwiającej jednolite mieszanie wszystkich składników produktu. […]

Zapoznaj się ze szczegółowymi informacjami dotyczącymi naprawy i konserwacji jachtów oraz łodzi. Dowiedz się o szpachlowaniu, malowaniu ...
Zmiejsz koszty napraw jachtu poprzez zakup wyłącznie potrzebnych materiałów lakierniczych. Nasz kalkulator farb pozwoli Ci precyzyjnie oliczyć ...
Filmy instruktażowe nagrane przez specjalistów. W wygodny sposób, kro po kroku zobaczysz jak prawidłowo naprawić czy zakonserwować każdy jacht ...
Artykuły zawierające galerię efektów prawidłowo przeprowadzonych napraw. Historie z życia wzięte, szczegółowo opisane i sfotografowane ...