

Jednym z problemów z jakim spotykamy się podczas wykonywania prac lakierniczych to uzyskanie prawidłowej przyczepność farb, podkładów, lakierów czy  farb przeciwporostowych. W czym tkwi problem łuszczenia i odpadania farby po kilku tygodniach od malowania?
farb przeciwporostowych. W czym tkwi problem łuszczenia i odpadania farby po kilku tygodniach od malowania?
Wyniki badań wskazują, że prawidłowa przyczepność nowych warstw powłok lakierniczych do podłoża, możliwa jest wyłącznie w wyniku występowania zjawisk „adhezji” oraz „kohezji”. Adhezja – łacińskie słowo adhesio oznacza przyleganie. W tym przypadku przyleganie to stan w którym dwie powierzchnie (powłoki lakiernicze) połączą się ze sobą. Kohezja – łacińskie cohaesio oznaczające „łączyć się; stykać się” – to fizyczne zjawisko wzajemnego przyciągania się cząsteczek substancji w wyniku działania sił międzycząsteczkowych.
W systemach lakierniczych, stosowanych w branży jachtowej, odpowiednią przyczepność farb oraz właściwą ochronę powierzchni gwarantują podkłady epoksydowe. Nie zastosowanie farb podkładowych w systemach lakierniczych często skutkuje obniżeniem adhezji farb nawierzchniowych aplikowanych bezpośrednio na podłoże. Przykładem produktu zwiększającego przyczepność jest podkład epoksydowy Sea-Line Lightprimer 5:1. Ten produkt ma szeroką gamę zastosowań: ochrona powierzchni przed osmozą, właściwości wypełniające oraz podkład zwiększający przyczepność. Sea-Line Lightprimer 5:1 można aplikować na powierzchnie wykonane zarówno z laminatu (żelkot) jak i stal i materiały pasywne jak np. aluminium. Podkładem który poza zwiększeniem przyczepności zapewnia wysokie właściwości antykorozyjne jest Sea-Line Epoxy Primer 4:1. Na powierzchnię farb jednokomponentowych aplikujemy podkład 1K Uniwersal Yachtprimer.
Przyczepność farb stosowanych podczas malowania jachtów i łodzi możemy podzielić na dwa rodzaje:
Dostępne metody badań przyczepności to: siatka nacięć Cross Cut zgodna z normami ISO 2409, ASTM D3359 lub metoda odrywowa Pull Off którą można zmierzyć opierając się na normie ISO 4624, ASTM D 4541.
Proces powstawania przyczepności farb jachtowych możemy opisać następująco. W pierwszym etapie rozpoczęty proces utwardzania powoduje, że cząsteczki zawarte w farbie tworzą wiązania chemiczne, czyli łączą się w łańcuchy wielocząsteczkowe. W zależności od wybranego systemu lakierniczego oraz rodzaju farb, cząsteczki farby mogą łączyć się również w łańcuchy z farbami aplikowanymi jako wcześniejsze warstwy. Wykorzystanie tej właściwości farb do prac remontowych jest największe podczas gdy pracujemy zgodnie z systemem lakierniczym przygotowanym przez jednego producenta. Marka Sea-Line przygotowała kilka systemów (standardowy, antykorozyjny, antyosmotyczny, do drewna), stosowanych w zależności od rodzaju podłoża i konieczności ochrony tej powierzchni przed degradacją (np. korozją, osmozą). Podczas trwania pierwszego etapu cześć cząsteczek farby penetruje również powierzchnię przygotowaną do malowania. W końcowym etapie procesu utwardzania farby, cząsteczki które spenetrowały powierzchnię podłoża zostają mechanicznie zablokowane w wyniku utwardzenia się farby. Adhezja właściwa, czyli łańcuchy wielocząsteczkowe powstałe w procesie utwardzania, odpowiada za około 25% siły przywierania powłoki lakierniczej (przyczepność farb) do podłoża.
Pozostałe 75% siły przyczepności farby uzyskujemy w wyniku adhezji mechanicznej. Adhezja mechaniczna dotyczy nie tylko poszczególnych warstw farb pomiędzy sobą, ale także farb aplikowanych bezpośrednio na powierzchnię wykonaną z laminatu, stali czy aluminium. Adhezja mechaniczna występuje również na podłożu naprawianym szpachlówkami oraz żywicami. Za prawidłową adhezję mechaniczną (mechaniczna przyczepność farb) odpowiada przygotowanie podłoża, a zwłaszcza odpowiednie oszlifowanie powierzchni przeznaczonej do aplikacji farb papierami ściernymi. Przygotowana powierzchnia nie może być gładka lecz odpowiednio „porysowana” papierem ściernym. Stosownie do rodzaju podłoża powinny zostać oszlifowane papierem ściernym odpowiedniej gradacji:
Podczas wykonywania prac szlifierskich bardzo ważne jest zachowanie odpowiedniej zmiany gradacji papierów, by powstałe w wyniku szlifowania rysy na powierzchni nie były zbyt głębokie. Nieprawidłowe wykonanie tego elementu przygotowania powierzchni spowoduje, iż w ostatnim etapie lakierniczym (na warstwach dekoracyjnych) na powierzchni może pojawić się skaza lakiernicza (uwidacznianie się rys szlifierskich), którą usuniemy wyłącznie przez ponowne szlifowanie i lakierowanie.
Teoria przyczepności mechanicznej mówi, że powłoka lakiernicza powinna wnikać w nierówności, powodując wypieranie uwięzionego w szczelinach powietrza.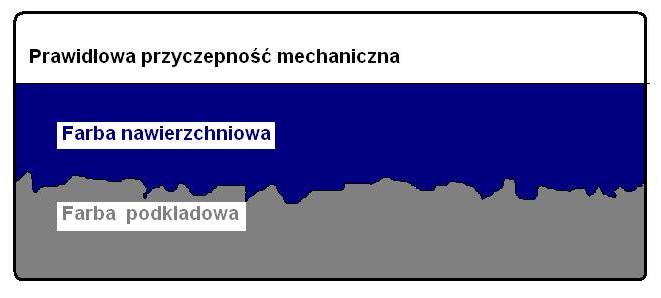 Dlatego niezmiernie ważne jest stosowanie dedykowanych przez producenta rozcieńczalników, które gwarantują odpowiednią rozlewność farb oraz odpowiedni czas otwarcia powłoki lakierniczej, niezbędny do odparowania rozcieńczalników i uwięzionego w szczelinach powietrza. Prawidłowo przygotowana mieszanina farby z rozcieńczalnikami posiadać będzie nie tylko zakładane przez producenta właściwości adhezji mechanicznej (odpowiednie parametry penetrujące) ale również adhezji właściwej (prawidłowa budowa łańcuchów wielocząsteczkowych).
Dlatego niezmiernie ważne jest stosowanie dedykowanych przez producenta rozcieńczalników, które gwarantują odpowiednią rozlewność farb oraz odpowiedni czas otwarcia powłoki lakierniczej, niezbędny do odparowania rozcieńczalników i uwięzionego w szczelinach powietrza. Prawidłowo przygotowana mieszanina farby z rozcieńczalnikami posiadać będzie nie tylko zakładane przez producenta właściwości adhezji mechanicznej (odpowiednie parametry penetrujące) ale również adhezji właściwej (prawidłowa budowa łańcuchów wielocząsteczkowych).
Drugim bardzo ważnym elementem przygotowania powierzchni dla uzyskania odpowiedniej adhezji (przyczepność farb) jest jej prawidłowe umycie. Wszelkiego rodzaju zanieczyszczenia, zakurzenia, zatłuszczone, zasolenia pozostałe na powierzchni zmniejszają siłę działania adhezji mechanicznej. Do mycia powierzchni powinno stosować się także dedykowane preparaty chemiczne (np. Cleaner Sea-Line) oraz odpowiednią technikę. Dedykowane zmywacze charakteryzują się dłuższym czasem odparowania z powierzchni, dzięki czemu po chemicznym rozpuszczeniu zanieczyszczeń na powierzchni możemy usunąć je mechanicznie (ręcznikiem lub szmatką). Podczas mycia powierzchni wskazane jest również stosowanie techniki „dwóch ręczników”. Brak prawidłowego usunięcia zanieczyszczeń z powierzchni powoduje nie tylko utratę siły adhezji lecz jest także przyczyną powstawania wielu skaz lakierniczych (kratery, rybie oczy).
Trzeci czynnik czyli kompatybilność chemiczną wpływająca na utratę adhezji (przyczepności) farby najłatwiej przedstawić na przykładzie farb 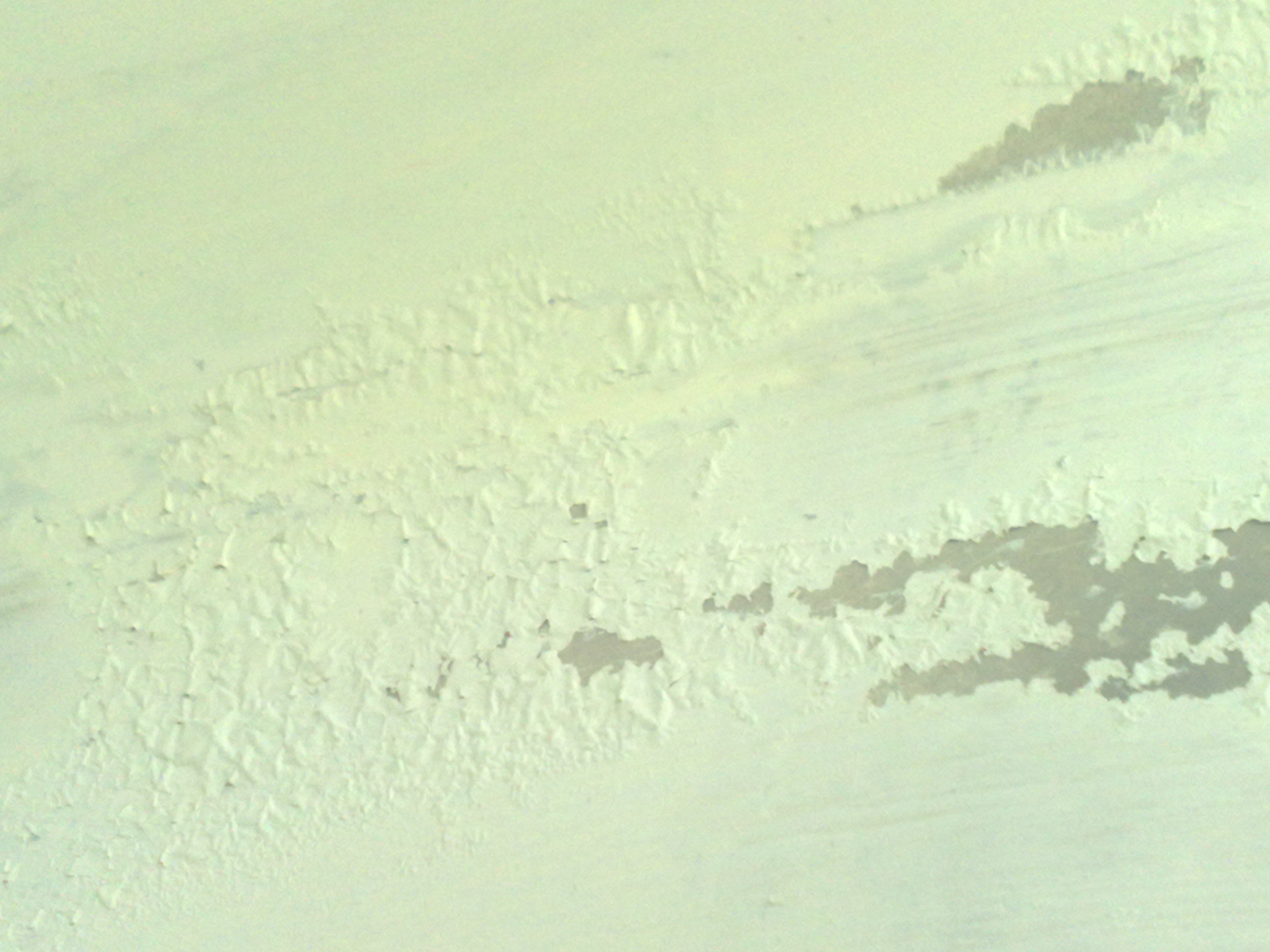 przeciwporostowych. Kompatybilność chemiczna farb, nie dotyczy wyłącznie farb czy produktów jednego producenta. W przypadku antyfoulingu kompatybilność farby antyporostowej Sea-Line z innymi produktami pozostałych producentów możemy sprawdzić również na stronie sea-line.eu. W przypadku zgodności chemicznej / kompatybilności Antyfoulingu Sea-Line ze starą powłoką, powierzchnię przeciwporostową przygotowujemy wyłącznie przez jej zmatowienie i dokładne umycie. Po wykonaniu tych czynności, aplikacja nowych warstw farby antyporostowej jest możliwa bezpośrednio na starą (kompatybilną) powłokę przeciwporostową. Jednak w przypadku gdy nie znany nam jest wcześniejszy rodzaj farb przeciwporostowych lub gdy farby nie są ze sobą kompatybilne, bezpieczniej jest usunąć starą farbę mechanicznie (zeszlifować). Następnie postępując zgodnie z zaleceniami producenta nałożyć dedykowany podkład epoksydowy lub 1K Universal jacht primer (1-komponentowy) i dopiero w ostatnim etapie aplikować nowy rodzaj antyfoulingu. Gdy farby będą miedzy sobą niekompatybilne chemicznie, składniki zawarte w nowych farbach mogą spowodować rozpuszczenie starych powłok i w efekcie utratę adhezji właściwej oraz mechanicznej skutkujące łuszczeniem się, odpadaniem farby z powierzchni.
przeciwporostowych. Kompatybilność chemiczna farb, nie dotyczy wyłącznie farb czy produktów jednego producenta. W przypadku antyfoulingu kompatybilność farby antyporostowej Sea-Line z innymi produktami pozostałych producentów możemy sprawdzić również na stronie sea-line.eu. W przypadku zgodności chemicznej / kompatybilności Antyfoulingu Sea-Line ze starą powłoką, powierzchnię przeciwporostową przygotowujemy wyłącznie przez jej zmatowienie i dokładne umycie. Po wykonaniu tych czynności, aplikacja nowych warstw farby antyporostowej jest możliwa bezpośrednio na starą (kompatybilną) powłokę przeciwporostową. Jednak w przypadku gdy nie znany nam jest wcześniejszy rodzaj farb przeciwporostowych lub gdy farby nie są ze sobą kompatybilne, bezpieczniej jest usunąć starą farbę mechanicznie (zeszlifować). Następnie postępując zgodnie z zaleceniami producenta nałożyć dedykowany podkład epoksydowy lub 1K Universal jacht primer (1-komponentowy) i dopiero w ostatnim etapie aplikować nowy rodzaj antyfoulingu. Gdy farby będą miedzy sobą niekompatybilne chemicznie, składniki zawarte w nowych farbach mogą spowodować rozpuszczenie starych powłok i w efekcie utratę adhezji właściwej oraz mechanicznej skutkujące łuszczeniem się, odpadaniem farby z powierzchni.
Utrata przyczepności do podłoża czyli łuszczenie się, odpadanie farb jest najczęściej spowodowana popełnieniem przez osobę wykonująca prace remontowe błędów lakierniczych. Nieprawidłowe przygotowanie powierzchni, pominięcie podstawowych elementów systemów lakierniczych jak podkłady, stosowanie rozcieńczalników uniwersalnych lub ich zamienników, brak kompatybilności farb, nie stosowanie się do informacji zawartych w kartach TDS to podstawowe przyczyny problemów z brakiem przyczepności farb do podłoża.
Artykuł przeczytasz również w czasopiśmie Jacht-Market

Dobre Praktyki Lakiernika – przygotowanie powierzchni do malowania Poprawne przygotowanie powierzchni jest kluczem do osiągnięcia zachwycającego efektu, jaki oferują profesjonalne farby nawierzchniowe używane w branży jachtowej. Zebraliśmy informacje na temat najlepszych praktyk przygotowania powierzchni do malowania, opracowane przez doświadczonych aplikatorów, lakierników oraz najlepsze stocznie w Polsce i na świecie. 12 Kroków na Idealne Przygotowanie Powierzchni […]


Samopolerujaca farba antyporostowa Farba antyporostowa Sea-Line jest łatwa w aplikacji, dostosowana na wody słone i słodkie, przeznaczona do stosowania na kadłubach stalowych, drewnianych i z laminatu. Charakteryzuje się szybkim czasem schnięcia. Nie należy używać do aluminium. Sposób aplikacji: Ręcznie: pędzel wałek Natrysk: natrysk bezpowietrzny Rozcieńczanie W przypadku konieczności rozcieńczenia farby przeciwporostowej zaleca się maksymalne rozcieńczenie […]

EPOXY PRIMER SPRAY (2K) to 2-składnikowy podkład epoksydowy o wielofunkcyjnym zastosowaniu. Oferowany w aerozolu (technologia Spray Max), umożliwia dokonanie profesjonalnej aplikacji natryskowej bez posiadania kompresora i pistoletu lakierniczego. INSTRUKCJA APLIKACJI: Bardzo dokładnie mieszaj produkt przez 2 minuty. Podczas mieszania z opakowania musi wydobywać się dźwięk poruszającej się kulki, umożliwiającej jednolite mieszanie wszystkich składników produktu. […]

Zapoznaj się ze szczegółowymi informacjami dotyczącymi naprawy i konserwacji jachtów oraz łodzi. Dowiedz się o szpachlowaniu, malowaniu ...
Zmiejsz koszty napraw jachtu poprzez zakup wyłącznie potrzebnych materiałów lakierniczych. Nasz kalkulator farb pozwoli Ci precyzyjnie oliczyć ...
Filmy instruktażowe nagrane przez specjalistów. W wygodny sposób, kro po kroku zobaczysz jak prawidłowo naprawić czy zakonserwować każdy jacht ...
Artykuły zawierające galerię efektów prawidłowo przeprowadzonych napraw. Historie z życia wzięte, szczegółowo opisane i sfotografowane ...