

Jak dobrać właściwy papier ścierny do konkretnego zadania, co to jest gradacja papieru, od jakiej gradacji rozpocząć przygotowanie powierzchni, aż wreszcie jak najmniejszym wysiłkiem osiągnąć najlepsze efekty i uzyskać idealnie gładkie powierzchnie? W niniejszym tekście postaramy się odpowiedzieć na te pytania oraz zaproponować dobór odpowiedniego papieru do konkretnych prac i produktów.
Wszystkie materiały ścierne oznakowane są zgodnie z normami Europejskiej Federacji Producentów Materiałów Ściernych (FEPA), które regulują granulację ziarna w poszczególnych modelach papierów. Materiały ścierne o bardzo grubym ziarnie oznaczone są niskimi wartościami (np. P40), a wraz ze wzrostem liczby (np. P1500) ulega zmniejszeniu ich wielkość. Ważnym elementem mówiącym o jakości oraz zastosowaniu materiału ściernego, popularnie zwanego papierem, jest również:
Jedynie najwyższej klasy materiały ścierne pozwolą idealnie przygotować powierzchnię do kolejnych etapów naprawy.
Niestety nie ma uniwersalnej zasady, która mówiłaby od jakiej granulacji papieru należy rozpocząć szlifowanie. Zastosowanie konkretnego typu papieru uzależnione jest od rodzaju podłoża, stanu powierzchni i tego, jakie efekty końcowe chcemy osiągnąć. Choć o wyborze materiału często decyduje doświadczenie, należy jednak pamiętać o kilku najważniejszych zasadach.
Aby szlifowanie przyniosło pożądany efekt, powinniśmy przestrzegać także reguł dotyczących procesu szlifowania i matowienia: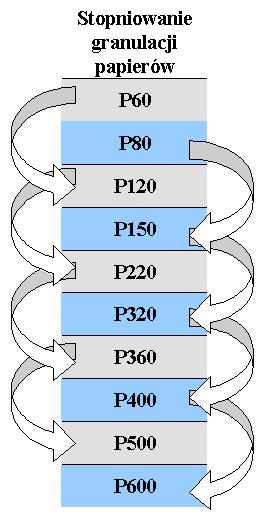
Używając na początku szlifowania materiału o dużej granulacji, możemy nieumyślnie uszkodzić powierzchnię, nadmiernie zwiększyć jej chropowatość i spowodować powstanie nierówności. Uszkodzenia takie będziemy zmuszeni zniwelować kolejnymi granulacjami papieru, które zredukują powierzchnię o kilka cennych qm, wzrost kosztów oraz czasu pracy niezbędnego do prawidłowego przygotowania powierzchni.
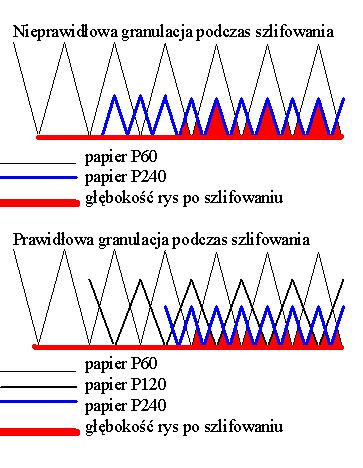 Nieprawidłowe stopniowanie granulacji materiału ściernego będzie też również przyczyną uszkodzeń powierzchni. Głębokość rys powstałych po papierze P60, będzie znacznie większa niż po użyciu papieru P240 i tak duży przeskok pomiędzy granulacją, spowoduje zeszlifowanie wierzchołków ale nie doprowadzi do odpowiedniego przygotowania podłoża. Zastosowanie granulacji pośredniej (P120), ułatwi i zdecydowanie przyspieszy prawidłowe wykonanie czynności, zaoszczędzimy jednak przede wszystkim papier szlifierski.
Nieprawidłowe stopniowanie granulacji materiału ściernego będzie też również przyczyną uszkodzeń powierzchni. Głębokość rys powstałych po papierze P60, będzie znacznie większa niż po użyciu papieru P240 i tak duży przeskok pomiędzy granulacją, spowoduje zeszlifowanie wierzchołków ale nie doprowadzi do odpowiedniego przygotowania podłoża. Zastosowanie granulacji pośredniej (P120), ułatwi i zdecydowanie przyspieszy prawidłowe wykonanie czynności, zaoszczędzimy jednak przede wszystkim papier szlifierski.
Wodne materiały ścierne, których nośnikiem jest papier, będący twardym ale także stosunkowo nierównym podłożem dla ziaren szlifierskich, warto przed rozpoczęciem szlifowania umieścić w pojemniku z wodą na około 30 minut. Pomimo iż granulacja ziaren mieści się w normach FEPA danego modelu papieru, ziarna ścierne różnią się wielkością. Nośnik papierowy przesączony wodą, zdecydowanie łatwiej zamortyzuje różnice wielkości ziaren oraz nierówności samego papieru, a dzięki temu uzyskamy rysy o porównywalnej głębokości. Problem ten nie występuje w nowoczesnych materiałach ściernych, których nośnikiem jest folia. Powierzchnia folii na której umieszczono ziarno jest równiejsza od papierowej, a także zdecydowanie lepiej amortyzuje różnice w wielkości ziaren materiału ściernego.
Ziarno szlifierskie przymocowane jest do nośników za pomocą żywic lub specjalnych klei. Dlatego przygotowując materiał ścierny do pracy, zawsze odcinamy nadmiar materiału przy pomocy ostrych narzędzi. Rozdarty materiał ścierny, będzie posiadał bardzo nierówną krawędź, a z chwila szlifowania powierzchni taką krawędzią, spowoduje ona powstanie głębokich rys i uszkodzeń. Uszkodzenia takie powstają również na skutek składania papieru w tak zwaną „kostkę”, które powoduje przełamanie warstwy nośnej ziarna, co w efekcie uszkadza krawędź papieru.
Podczas szlifowania musimy szczególną uwagę zwrócić na dokładne przyleganie papieru ściernego do całej powierzchni poddawanej obróbce. W celu uzyskania najwyższej jakość, ważne jest też prawidłowe prowadzenie klocka i maszyny szlifującej. Używanie kantów czy jednostronne dociskanie spowoduje uszkodzenia w postaci nierówności powierzchni. O ile w urządzeniach mechanicznych tarcza rotuje i wibruje jednocześnie, a praca mimośrodowa zapobiega powstawaniu rys, szlifując ręcznie powinniśmy wykonywać jedynie ruchy równoległe względem siebie. Tak prowadzony klocek pozwoli szybko i dokładnie oszlifować powierzchnię
Korzystając z materiałów odprowadzających pył ścierny przez otwory w papierze, musimy bardzo dokładnie dopasowywać je do otworów odsysających w urządzeniu. Niedopuszczalne jest stosowanie papieru z otworami w narzędziach o innej liczbie czy umiejscowieniu, zbierany tam starty pył spowoduje powstanie uszkodzeń miejsca szlifowania.
Przestrzegając tych kilku zasad, pracę wykonamy szybciej i sprawniej, a podłoże przygotowane do lakierowania będzie lepszej jakości.

Dobre Praktyki Lakiernika – przygotowanie powierzchni do malowania Poprawne przygotowanie powierzchni jest kluczem do osiągnięcia zachwycającego efektu, jaki oferują profesjonalne farby nawierzchniowe używane w branży jachtowej. Zebraliśmy informacje na temat najlepszych praktyk przygotowania powierzchni do malowania, opracowane przez doświadczonych aplikatorów, lakierników oraz najlepsze stocznie w Polsce i na świecie. 12 Kroków na Idealne Przygotowanie Powierzchni […]


Samopolerujaca farba antyporostowa Farba antyporostowa Sea-Line jest łatwa w aplikacji, dostosowana na wody słone i słodkie, przeznaczona do stosowania na kadłubach stalowych, drewnianych i z laminatu. Charakteryzuje się szybkim czasem schnięcia. Nie należy używać do aluminium. Sposób aplikacji: Ręcznie: pędzel wałek Natrysk: natrysk bezpowietrzny Rozcieńczanie W przypadku konieczności rozcieńczenia farby przeciwporostowej zaleca się maksymalne rozcieńczenie […]

EPOXY PRIMER SPRAY (2K) to 2-składnikowy podkład epoksydowy o wielofunkcyjnym zastosowaniu. Oferowany w aerozolu (technologia Spray Max), umożliwia dokonanie profesjonalnej aplikacji natryskowej bez posiadania kompresora i pistoletu lakierniczego. INSTRUKCJA APLIKACJI: Bardzo dokładnie mieszaj produkt przez 2 minuty. Podczas mieszania z opakowania musi wydobywać się dźwięk poruszającej się kulki, umożliwiającej jednolite mieszanie wszystkich składników produktu. […]

Zapoznaj się ze szczegółowymi informacjami dotyczącymi naprawy i konserwacji jachtów oraz łodzi. Dowiedz się o szpachlowaniu, malowaniu ...
Zmiejsz koszty napraw jachtu poprzez zakup wyłącznie potrzebnych materiałów lakierniczych. Nasz kalkulator farb pozwoli Ci precyzyjnie oliczyć ...
Filmy instruktażowe nagrane przez specjalistów. W wygodny sposób, kro po kroku zobaczysz jak prawidłowo naprawić czy zakonserwować każdy jacht ...
Artykuły zawierające galerię efektów prawidłowo przeprowadzonych napraw. Historie z życia wzięte, szczegółowo opisane i sfotografowane ...